
MÉTAUX Superplasticité des métaux
Article modifié le
Applications suggérées
Le phénomène de superplasticité développé dans le cas des matériaux à grains fins a déjà donné lieu à des applications en ce qui concerne leur mise en forme ; les trois principaux domaines concernés sont le façonnage des tôles, le tréfilage sans filière et l'amélioration des opérations classiques telles que le laminage, le forgeage ou l'extrusion.
Depuis 1964, on façonne des tôles d'alliages superplastiques soit par aspiration sous vide, soit par application de pressions gazeuses de l'ordre de celles qui sont utilisées en thermoplastie. Le mode opératoire est simple : il suffit de pincer la périphérie du flan, qui est ensuite chauffé par radiation, induction ou effet Joule ; une fois la température optimale atteinte, on aspire l'air qui se trouve emmagasiné entre le flan et les parois du moule (technique décrite en particulier par Fields) ou on injecte de l'air comprimé sous la tôle de façon qu'elle s'applique contre le moule (technique exploitée en premier lieu par Backofen, Turner ou Avery pour élaborer des dômes à parois minces). Des panneaux de portes intérieures de voitures ou de réfrigérateurs ont été ainsi réalisés en une seule opération à partir de tôles d'alliage Zn-22 Al (Prestal), portées à 260 0C sous des pressions de l'ordre de 300 kN . m-2. Des maquettes de carrosserie d'automobile ont également été moulées de la sorte. Cette technique de mise en forme présente de nombreux avantages :
– des pièces plus grandes et plus complexes peuvent être façonnées avec précision, ce qui réduit le nombre d'installations et les opérations d'assemblage ultérieures ;
– l'usure des outils et la main-d'œuvre sont minimisées ;
– il n'y a pas de problème de soudure ni de peinture ;
– les traitements thermiques de parachèvement sont supprimés ou simplifiés ;
– la tenue mécanique peut être rendue similaire à celle d'une construction en acier en augmentant légèrement les sections, ce qui n'accroît pas la masse globale, compte tenu de la masse volumique inférieure de l'alliage (par rapport à celles des aciers classiques).
Cependant, le matériau de base est plus onéreux ; par ailleurs, les temps de mise en forme sont plus longs (le plus souvent de quelques minutes) : pour conserver une bonne cadence de production, il faut donc envisager de multiplier les postes. Enfin, un façonnage à température supérieure à la température ambiante est plus coûteux.
Tréfilage sans filière
Encyclopædia Universalis France
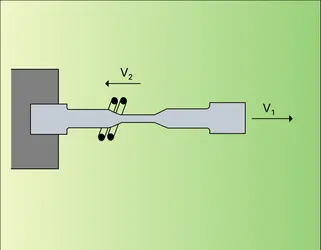
En 1969, L. H. Johnson a proposé un procédé original, dit le tréfilage sans filière, qui permet d'obtenir par étirement des barres ou des tubes (fig. 9). Une pièce cylindrique est amarrée à l'une de ses extrémités, tandis que l'autre est déplacée à une vitesse V1. Elle est par ailleurs chauffée à partir d'un inducteur qui se meut en sens inverse à la vitesse V2 ; le chauffage est réglé de telle sorte que le matériau soit localement porté à une température le rendant superplastique. En choisissant convenablement les valeurs du rapport V1/V2, on peut obtenir des taux de réduction τ très élevés : ainsi, pour V1/V2 = 5, τ ≃ 83 p. 100 (allongement de 500 p. 100) ; on peut également faire varier V1/V2 au cours de l'opération et ainsi obtenir des barres à section variable. Cette technique a été appliquée à certains alliages de titane (Ti-6 Al-4 V) utilisés en aéronautique.
Enfin, on peut tirer parti du phénomène de superplasticité pour faciliter notablement certaines opérations de mise en forme telles que le laminage. Classiquement, il faut en effet mettre en œuvre des appareils importants, résistants et coûteux. On réduit substantiellement les efforts nécessaires en réalisant transitoirement un état superplastique. Par exemple, cela a été démontré par Hayden sur des alliages nickel-chrome[...]
La suite de cet article est accessible aux abonnés
- Des contenus variés, complets et fiables
- Accessible sur tous les écrans
- Pas de publicité
Déjà abonné ? Se connecter
Écrit par
- Georges CIZERON : professeur à l'université Paris-Sud, Orsay, directeur du laboratoire de structure des matériaux métalliques, Orsay
Classification
Médias

Intérieur d’un tuyau métallique
Kichigin/ Shutterstock
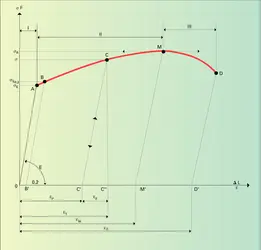
Courbe de traction : caractéristiques
Encyclopædia Universalis France
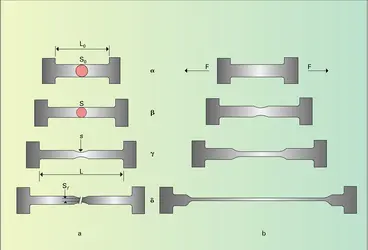
Traction uniaxiale
Encyclopædia Universalis France
Autres références
-
ACIDES & BASES
- Écrit par Yves GAUTIER et Pierre SOUCHAY
- 12 367 mots
- 7 médias
 Les métaux sont de même attaqués par les sels d'ammonium avec dégagement d'hydrogène :
Les métaux sont de même attaqués par les sels d'ammonium avec dégagement d'hydrogène :
-
AGRÉGATS, physico-chimie
- Écrit par Jean FARGES et Rémi JULLIEN
- 1 616 mots
- 7 médias
 Dans un agrégat métallique suffisamment petit, les électrons de conduction ne peuvent plus sauter d'un état quantique à l'autre car la différence d'énergie entre deux états successifs (qui varie comme 1/N) devient plus grande que l'énergie thermique. Par conséquent, lorsque la valence du métal considéré...
Dans un agrégat métallique suffisamment petit, les électrons de conduction ne peuvent plus sauter d'un état quantique à l'autre car la différence d'énergie entre deux états successifs (qui varie comme 1/N) devient plus grande que l'énergie thermique. Par conséquent, lorsque la valence du métal considéré... -
ALLIAGES
- Écrit par Jean-Claude GACHON
- 7 363 mots
- 5 médias
Les alliages représentent une illustration matérielle du vieux dicton « l'union fait la force ». L'homme a toujours cherché des matériaux plus performants à l'utilisation, plus faciles à fabriquer ou à mettre en œuvre et plus économiques. Les alliages métalliques sont particulièrement...
-
ALUMINIUM
- Écrit par Robert GADEAU et Robert GUILLOT
- 9 639 mots
- 19 médias

Bien qu'il ne soit passé dans le domaine industriel qu'à la fin du xixe siècle, après la découverte par Paul Louis Toussaint Héroult et Charles Martin Hall du procédé de fabrication par électrolyse, l'aluminium est devenu le premier des métaux non ferreux. Sa légèreté, son inaltérabilité...
- Afficher les 94 références
Voir aussi
- MATÉRIAUX SCIENCE DES
- FLUAGE
- ÉCROUISSAGE
- DUCTILITÉ
- MÉCANIQUES FABRICATIONS
- HOOKE LOI DE
- EFFORTS, mécanique
- MACLES
- SOLIDE MÉCANIQUE DU
- LIMITE ÉLASTIQUE
- DÉFORMATIONS, mécanique
- CONTRAINTES, mécanique
- GLISSEMENT
- DÉFAUTS, cristallographie
- YOUNG MODULE DE ou MODULE D'ÉLASTICITÉ LONGITUDINALE
- TRACTION, science des matériaux
- STRICTION
- LACUNE, cristallographie
- MONOCRISTAUX
- CONSOLIDATION, mécanique
- FORMAGE
- SUPERPLASTICITÉ DES MÉTAUX
- TÔLE
- FAÇONNAGE
- TEMPÉRATURE
- TRÉFILAGE
- ALLONGEMENT, science des matériaux
- PLASTICITÉ
- RUPTURE, technologie
- ALLOTROPIE
- ESSAIS, matériaux
- JOINT DE GRAINS
- GRAIN, cristallographie
